Станок для сверления плат
А. ПАДЕРИН, д. Митрошино Сарапульского р-на, Удмуртия
В своей домашней лаборатории многие радиолюбители при изготовлении печатных плат используют ручные сверлилки. Это удобно потому, что они всегда под рукой, просты в изготовлении и пользовании. Но качество сверления часто оставляет желать лучшего, особенно при изготовлении двусторонней печатной платы, так как трудно точно попадать сверлом в центр множества будущих отверстий, да и сверло не всегда удается держать вертикально. И еще одна проблема, о которой знают все. кто сверлил печатные платы и ручной сверлилкой, и на сверлильном станке, — это опилки, скапливающиеся вокруг сверла при сверлении очередного отверстия и мешающие увидеть центр следующего Приходится их или сдувать или стряхивать каждый раз. Если сверлишь дома, то пыль и опилки, к тому же отнюдь не безвредные, разлетаются по комнате.
Я озаботился этой проблемой и пришел к выводу, что перпендикулярность сверла по отношению к плате нетрудно обеспечить, закрепив сверлилку в специальном штативе. Подобные конструкции в журнале были описаны. Но остаются вопросы, связанные с опилками и пылью.
А если попытаться сверлить таким образом, чтобы они не накапливались на плате? Для этого придется сверлить ее снизу, но тут уже не обойтись без станка, хотя бы даже и примитивного. Вот такой станок я и предлагаю вниманию радиолюбителей, изготовляющих платы в домашних условиях.
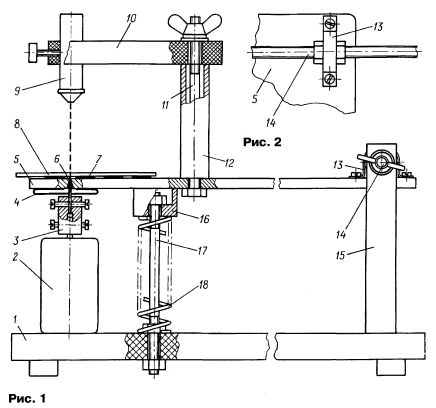
Устройство станка схематически показано на рис. 1. Основой станка служит станина 1 (320x220 мм, размеры — справочные), изготовленная из металла, текстолита (гетинакса) или толстой фанеры и установленная на четыре подставки из твердой резины. К станине жестко прикреплены электродвигатель 2 сверлилки со сверлом 6, зажатым в переходной втулке 3, две несущие стойки 15, на которых шарнирно установлен рабочий стол 5 (ширина 120 мм), вырезанный из листа толщиной 6 мм жесткого алюминиевого сплава, и упор 17 с возвратной пружиной 18 и нажимной втулкой 16.
На рабочем столе, в зоне сверления, приклеены полосы 7 из жесткой листовой резины, на которые помещают заготовку 8 платы для сверления. А на нижней стороне стола в этой зоне прикреплен сборник 4 пыли и стружки.
Острие сверла пропущено в отверстие в рабочем столе, служащее кондуктором. Сверло выступает над поверхностью стола на высоту, чуть меньшую толщины резиновых полос.
На столе, вблизи его центра, на стойке, состоящей из шпильки 11 с гайкой—барашком и стальной распорной трубки 12, привинчена консоль 10. На конце консоли (которую можно изготовить из алюминиевого сплава или жесткой пластмассы) стопорным винтом фиксирована лазерная указка 9 так, что ее луч направлен точно на острие сверла 6. Для большей точности прицеливания на сверло лазерную указку снабжают насадкой, дающей изображение перекрестья.
Конструкция узла стойка—консоль-указка должна позволять параллельное перемещение луча указки на ±2 мм в направлении вдоль консоли и поворот консоли с указкой вокруг оси стойки.
Гайками регулируют высоту упора 17 таким образом, чтобы в исходном положении плоскости рабочего стола и станины были параллельны, а при нажатии на стол вниз до упора сверло выступало над резиновыми полосами на толщину заготовки платы. Отсюда, кстати, следует, что для обеспечения приемлемой точности сверления расстояние от сверла до оси поворота рабочего стола в шарнире должно быть в сто или более раз большим толщины заготовки платы.
Поднятие рабочего стола для замены сверла и опорожнения сборника пыли и стружки ничем не ограничено.
Осью поворота рабочего стола вверх/вниз служит резьбовая шпилька 14 с резьбой Мб на всю длину (-250 мм; продается в строительных магазинах). На нее надевают два шарикоподшипника (любых с внутренним диаметром 6 мм) и фиксируют их на краях стола двумя скобами 13, изготовленными из полосы листовой стали толщиной 1 мм. Ширина полосы равна осевой толщине шарикоподшипника. Скобы крепят к столу винтами МЗ.
Продольное перемещение шпильки в подшипниках исключают с помощью четырех гаек Мб, навинченных на нее. Гайками зажимают внутренние обоймы подшипников, как показано на рис. 2, обеспечив свободное вращение стола вокруг шпильки. В процессе эксплуатации станка подшипниковые узлы без крайней необходимости разбирать не следует.
Концы резьбовой шпильки, прикрепленной к рабочему столу, вставляют в отверстия стальных опорных стоек 15 и фиксируют двумя гайками и двумя барашками Мб (по одному на каждую стойку). Стойки могут быть трубчатыми или сплошными, цилиндрическими или коробчатыми; подойдут и отрезки уголкового проката. Такое крепление стола позволяет перемещать его, отпустив барашки, вдоль оси шпильки при начальной настройке станка.
Начинают настройку с перемещения стола установочными гайками и барашками до точного совпадения оси сверла с осью кондукторного отверстия. Найденное положение стола фиксируют затягиванием установочных гаек и барашков. Затем устанавливают вылет конца сверла над столом в соответствии с толщиной заготовки платы. Завершает настройку юстировка лазерного прицела — перекрестье луча должно совпадать с острием сверла.
После указанной настройки на резиновые полосы рабочего стола укладывают заготовку платы с намеченными центрами будущих отверстий, включают электродвигатель сверлилки и лазерную указку. Руками передвигают заготовку так, чтобы перекрестье луча попало в намеченный центр отверстия, и плавно нажимают на стол вниз до упора — отверстие готово.
Уменьшают усилие нажима, позволяя столу под действием сжатой пружины занять исходное положение. Основная масса опилок попадает в сборник, и лишь небольшая их часть остается в зазоре между резиновыми полосами. Перемещают заготовку, прицеливая под перекрестье центр следующего отверстия.
Для того чтобы иметь возможность сверлить в заготовке отверстия разного диаметра, в рабочем столе просверливают не одно, а несколько кондукторных отверстий — для сверл диаметром 2, 1,5, 1, 0,8, 0,7 и 0,6 мм. Под каждое из этих сверл нужно изготовить отдельную насадку на вал электродвигателя.
Кондукторные отверстия лучше всего просверлить по месту на станке, меняя поочередно сверла и смещая рабочий стол на З...3,5 мм. Слева и справа от кондукторных отверстий в столе следует просверлить по два-три дополнительных отверстия для сброса накопившихся сверху опилок.
Если есть необходимость уменьшить нерегулярную неточность совпадения просверленных в заготовке платы отверстий относительно их разметки, возникающую из-за недостаточной жесткости резьбовой шпильки шарнира и других причин, можно, во-первых, заменить шпильку с резьбой Мб более толстой, с резьбой М8 или даже М10, а во-вторых, дополнительно установить на станину направляющую планку с соответствующим числом глухих отверстий на верхней грани, а на нижней стороне рабочего стола укрепить штифт, который с минимальным зазором будет входить в отверстия планки.
На станине, кроме указанных узлов и деталей, установлены выключатели указки и сверлилки, сетевой блок питания указки и, если необходимо, электродвигателя.